技术| 细号纱超轻薄服装面料开发实践_工序_工艺_条干
随着生活水平不断提高,人们对服装面料的要求越来越多元化,这对纺织工艺提出了更高的要求。目前市场上纯棉服装面料的质量参差不齐,为了改善纯棉服装的面料质量,拓展产品功能的多样性,笔者及研发团队开发了一种细号纱超轻薄服装面料,要点分享如下。
1
原料选用
原料选用100%长绒棉,其与细绒棉的HVI测试数据对比见表1。
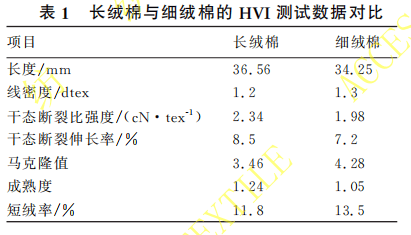
通过对比表1和2013乌斯特公报可知,与细绒棉相比,长绒棉的线密度和马克隆值均处于较优水平,断裂比强度处于较高水平,具备纺制特细号纱的优势,能充分发挥纱线中每根纤维的作用,提高纤维利用率。
2
面料规格及工艺流程
生产该细号纱超轻薄服装面料的经纬纱均采用CJ 5.83 tex细号双合股线;单纱采用捻系数为102的Z捻,股线采用捻系数为1590的Z向强捻(传统工艺单纱采用S捻,股线采用Z捻);经纬向密度均为248根/(10 cm);幅宽为165.1 cm;织物规格为CJ 5.83×2×CJ 5.83×2 248×248 165.1 ZZ。
经纱工艺流程为:清花→梳棉→预并条→条并卷→精梳→头并条→二并条→粗纱→细纱→络筒→蒸纱→并线→倍捻→蒸纱→整经→浆纱→穿筘。
纬纱工艺流程为:清花→梳棉→预并条→条并卷→精梳→头并条→二并条→粗纱→细纱→络筒→蒸纱。
最后经、纬纱再经过织布、整理等工序打包入库。
3
各工序工艺参数及技术要点
3.1 清花工序
长绒棉纤维长度长且细,又为皮辊棉,棉花含杂较多,清花工序须按照“勤抓少抓、以梳代打、轻打多落”的工艺原则排除大杂和短绒,同时适当降低打手转速及抓棉深度,避免因过度打击损伤纤维而形成棉结。
清花工序采用A002C型自动抓棉机、A035A型混开棉机和A036C型梳针式开棉机,主要工艺参数设置为:自动抓棉机打手伸出肋条1.5 mm;混开棉机平行打手转速为350 r/min;梳针式开棉机打手转速为400 r/min;综合打手转速为700 r/min;棉卷罗拉转速为12 r/min;天平罗拉与综合打手隔距为7 mm;棉卷定量为360 g/m。
3.2 梳棉工序
梳棉是纺纱工序的心脏,其生条质量直接影响成纱条干和强力。梳棉机的锡林、盖板、道夫、刺辊、预分梳板、前固定盖板、后固定盖板所用针布的锋利度要高、速度要低,各部工艺隔距需合理设置,以确保棉网清晰、无破洞。
梳棉工序的特吕茨施勒TC-5型梳棉机,选用AC2030×01550型锡林针布,AD4030×01890型道夫针布,MCH52型盖板针布和AT5610×05611型刺辊针布。
梳棉工序主要工艺参数见表2。
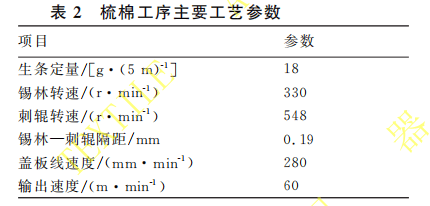
其生条质量要求:萨氏条干不匀率为13.5%;棉结粒数小于3粒/g;短绒率小于3%。车间相对湿度需控制为68%~70%。
3.3 精梳工序
精梳工序使用整体加密锡林,需在保证梳理力度和纤维伸直度的情况下尽量减少纤维损伤;落棉率须偏大掌握,以达到清除细小棉结、杂质的目的。
3.4 并条工序
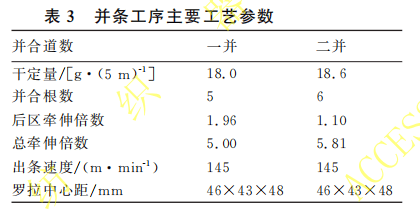
并条工序采用两道并条,并合理配置牵伸倍数;采用“轻定量、低速度、大隔距、重加压”的工艺原则,选用较小的后区牵伸倍数,以控制棉条的条干均匀度和质量偏差。选用立达RSBD-45C型自调匀整并条机,头道5根并合、大后区牵伸,末道6根并合、小后区牵伸,保证牵伸稳定,防止出现意外牵伸而损伤纤维或恶化条干。
并条工序主要工艺参数见表3,所生产熟条的质量不匀率需控制为不大于0.4%,条干CV值为1.45%。
想查看文章全部内容,欢迎后台留言,请提供您的姓名、联系方式及邮箱,我们将通过邮箱为您发送PDF原文。
想要继续了解更多
来源:《纺织器材》
编辑:王甲仁
复审:乔锦玉
终审: 付晓艳